Pace Electronics
Artigos
Linearizando os sensores LVDT
Eng. Leonardo Pace – PY2GLO
Introdução
Os sensores indutivos de deslocamento linear (apalpadores) permitem detectar deslocamentos ou ângulos de rotação.
LVDT, sigla que vem do ingles significa Linear Variable Differential Transformer, que podemos traduzir como Transformador Diferencial de Variação Linear. Como o próprio nome diz, são sensores que tem como princípio de operação a variação da indutância mutua (acoplamento) de uma bobina, através do deslocamento de um núcleo em seu interior, normalmente preso a ponta do sensor ou eixo.
Essa variação da indutância mútua é traduzida eletricamente em um valor proporcional ao deslocamento mecânico e utilizado como elemento de medida podendo ser de alta precisão, podendo atingir décimos de microns.
Este tipo de sensor é muito utilizado para o controle dimensional em processos de fabricação devido ao seu preço e de seu tamanho físico.
Estão disponíveis em duas versões elétricas,com o mesmo princípio físico.
· O chamado “LVDT” que é constituído de duas bobinas secundárias simetricamente dispostas em relação a uma bobina primária.
· E o chamado “½ ponte” que utiliza apenas uma bobina com tomada central.
Embora tratados de forma diferente pelos fornecedores desse produto, são sensores que utilizam o mesmo princípio de detecção do deslocamento, variando apenas a forma em que a detecção elétrica é feita.
Ambos são excitados por uma tensão senoidal, que pode estar entre 5 a 20 Khz, possuem um núcleo feito normalmente de Fe-Ni ligado a ponta, e detectam a variação da indutância mutua causada pelo deslocamento dessa ponta, e convertido em uma tensão (ou corrente) contínua de saída.
Em teoria, seu funcionamento apresenta resposta linear dentro de certa faixa de operação.
Na prática, os fornecedores conscienciosos enviam o sensor com a tabela de desvio encontrado durante a aferição.
Esses desvios são inerentes ao produto, variam de sensor para sensor, do mesmo tipo e marca, e são causados pelas características construtivas de suas partes. Podem ser minimizados através de um melhor controle de qualidade dos produtos aplicados, ou de otimizações construtivas.
Para que seja encarado como um produto de precisão, é preciso ter claro na mente esse fato, e adotar medidas que minimizem essa não linearidade.
O uso de colunas ou interfaces eletrônicas, de resposta linear, devem ser analisados com cautela, pois esses erros estão fatalmente presentes, e o nível de comprometimento no controle dimensional precisa ser considerado.
Extraído de uma carta de aferição de um fornecedor consciencioso, verificamos que o sensor apresenta, neste caso, um desvio de até 1,4 µm para mais e para menos, o que totaliza um erro de 2,8 µm.
Observe também que o erro muda em função do ponto de trabalho do sensor.
Então, o simples movimento do sensor em seu suporte, ou uma mudança dimensional da peça, implica em um erro diferente.
No caso da medição diferencial, esse erro intrínseco, pode ser cumulativo, agravando o erro.
Outro fator a ser considerado é a repetibilidade (RR), que está entre os parâmetros de avaliação de um dispositivo de medição.
No caso de medir algo com tolerância de ± 5 µm, o erro intrínseco do sensor pode representar 28%, e “detonar” o RR.
Muitas vezes, o RR elevado é causado pelo deslocamento da peça em sua base, ou mesmo a uma nova posição tomada pela peça devido ao seu dimensional.
Linearização.
Nos casos em que se deseja precisão e baixo fator RR, é necessário lançar mão de algorítmos de linearização.
O método mais frequentemente utilizado pela PACE Electronics, particularmente nos modelos UMC e PAC, com o objetivo de atingir esseobjetivo, é o método da linearização em dois pontos.
Embora tenha desenvolvido algorítmos de linearização de múiltiplos pontos, eles foram utilizados somente em aplicações especiais, onde a necessidade justificava a maior dedicação do instrumentista durante o processo de calibração.
No método de dois pontos, quando a rotina de calibração é chamada, através de seu respectivo ícone na tela do computador da célula, ela requer ao operador que coloque o primeiro e depois o segundo padrão de referência.
O instrumentista informa os valores corretos, a cada padrão introduzido. O computador processa o erro e traça uma interpolação entre os valores, e o extrapola para os demais pontos da faixa considerada.
Se adotado um instrumento calibrador, basta informar dois pontos conhecidos ao computador. É importante que os dois pontos escolhidos estejam dentro da faixa de medição.
1. Indicação quando a leitura efetuada está fora da faixa de operação definida para o sensor.
2. Indicação do valor da tensão medida pelo sensor em volts.
3. Indicação da última data em que foi efetuada a aferição deste sensor.
4. Indicação do valor medido corrigido pelos parâmetros armazenados.
5. Indicação do limite de proteção vigente para este sensor.
6. Cursor de indicação flutuante, em função do valor da tensão medida.
7. Limite inferior de proteção do sensor.
8. Salva os limites de proteção.
9. Limite superior de proteção do sensor.
10. Chama seqüência de linearização.
11. Computador indica que está em processo.
12. Campo para entrada do valor do respectivo padrão ou valor de referência.
13. Campo por onde o computador orienta o instrumentista.
14. Indica ao computador que o padrão está em seu lugar, e seu valor pode ser considerado.
15. Campo de texto livre, onde o instrumentista faz seus comentários, que serão armazenados, para o registro de aferição.
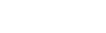
No desenrolar do processo de aferição, co computador armazena em disco os valores considerados, os desvio encontrado entre essa e a última aferição, com a data, hora e nome do operador, evidenciando a calibração.
O relatório de desvios permite visualizar o comportamento da medição dos padrões, ajudando na análise de alto nível do processo de medição e situação dos sensores.
O método matemático adotado desde 1996 para a linearização, se mostrou imprecindível nos mais variados tipos de medições e dipositivos, elevando substancialmente a precisão e reduzindo o RR.
Não há como dissociar a necessidade da tecnologia eletrônica e computacional nas medidas de alta precisão. O avanço da tecnologia de usinagem passou a exigir medições compatíveis, e se seu equipamento ainda utiliza métodos tradicionais, e você tem lutado para melhorar seu RR, é hora de repensar os meios de medição.
Bibliografia:
Measurement System – Application and Design
Ernest O. Doebelin – Fourth Edition
McGraw Hill.
Manual de Operação PAC 400
PACE Electronics – 2ª. Edição.
Signal Conditioning an LVDT Using a
TMS320F2812 DSP
Texas Instruments – App Report SPRA946
Instrumentação Eletrônica Moderna e Técnicas
de Medição
Albert D. Helfrick e William D. Cooper –
Tradução de Antonio Carlos Inácio Moreira
Prentice-Hall do Brasil.
PACE Electronics do Brasil Ltda.
Rua Ana Jarvis, 545 – Jdim Paraíso – Santo André
São Paulo – Brasil – 09190-110.
www.pacebr.com.
Direitos reservados.
Área de Artigos
Nesta seção, é possível encontrar matérias e artigos que se relacionam com os equipamentos PACE Electronics e as tecnologias de medição eletrônica.
Para ler os artigos, basta clicar na imagem ou no titulo do artigo.